Quét 3D cho Kiểm Tra Không Phá Hủy (NDT) tại Các Nhà Máy Lọc Dầu
DEKRA Industrial là một trong những nhà lãnh đạo trong việc ngăn chặn các nguy cơ công nghiệp và nghề nghiệp tại Pháp và châu Âu. Với sự chuyên môn trong việc nhận diện và đánh giá các nguy cơ, công ty đóng vai trò quan trọng trong việc ngăn chặn rủi ro cho nhiều công ty.
Kiểm tra vật liệu, chủ yếu diễn ra tại khu vực Lyon của Pháp, bao gồm một loạt các dịch vụ và công cụ NDT cổ điển và phi cổ điển như kiểm tra sóng siêu âm cổ điển và mảng pha, kiểm tra TOFD, dòng Eddy, robot học, cảm biến âm thanh điện từ (EMAT), kiểm tra tia X cổ điển và kỹ thuật số, đo lường bằng tia laser 3D, đo lường trường AC tần số thay đổi (ACFM), nhiệt hình ảnh, Lixi Profiler, sóng dẫn, AcousticEye và kiểm tra bề mặt.
Nghiên cứu trường hợp: Kiểm Soát Sét Rỉ Trên Vành Đai Cột
Quét 3D cho kiểm tra không phá hủy (NDT)
Máy quét Creaform HandySCAN 700
Kể từ mùa thu năm 2014, DEKRA Industrial đã sử dụng máy quét HandySCAN 3D và phần mềm thu thập dữ liệu VXelements cùng với Pipecheck, nền tảng phần mềm được sử dụng để đánh giá sét rỉ và hỏng hóc cơ học trong đường ống, cột lọc dầu và bể chứa.
"Chúng tôi đã quyết định đầu tư vào máy quét 3D và phần mềm của Creaform vì các giải pháp này sẽ cho phép chúng tôi thực hiện tất cả các ứng dụng và nhiệm vụ thông thường yêu cầu trong môi trường NDT với tính linh hoạt mà chúng tôi cần. Đây là công cụ tốt nhất để kiểm soát hiệu quả đường ống, váy hoặc cột - ngay cả khi truy cập là khó khăn và không có nguồn điện nào trong tầm tay," giải thích Nicolas Cricoveanu, Trưởng bộ phận NDT tiên tiến tại DEKRA Industrial.
Ứng Dụng
Một trong các ứng dụng NDT gần đây của DEKRA Industrial là kiểm soát sét rỉ bên ngoài của một váy cột trong một nhà máy lọc dầu.
Vành đai có đường kính 3 mét và bề mặt cần kiểm tra bắt đầu từ độ cao 0,6 mét và kết thúc tại độ cao 2 mét, với độ dày nomi là 10 mm. Bên trong váy được phủ một lớp bê tông ngăn chặn việc truy cập vào bề mặt phía đối diện. Bề mặt chính nó phức tạp và bao gồm nhiều bi pla, lỗ hổng, cửa nhỏ, cách nhiệt (khoảng 50 trên diện tích kiểm soát), bảo vệ và ốc vít lắp ráp. Mục tiêu là kiểm soát 100% bề mặt có thể truy cập được.
Vì tình trạng hư hỏng của bề mặt bên ngoài quá nặng nề để tiến hành kiểm soát siêu âm cổ điển hoặc sử dụng một công cụ đo hố thu cong, HandySCAN 3D và phần mềm Pipecheck cho phép các nhà điều hành quét bề mặt 3D để đánh giá hư hỏng nhiều nhất xung quanh chu vi váy. Sau đó, kết quả được trình bày trong một báo cáo kiểm tra chính thức được tạo ra trong Pipecheck.
Phương Pháp
Sau khi bề mặt được chuẩn bị (đánh bóng và với lớp cách nhiệt của nó bị loại bỏ) bởi các nhà thầu tại chỗ, các mục tiêu vị trí được áp dụng vào nó. Các mục tiêu vị trí cho phép máy quét xác định vị trí của nó so với bề mặt kiểm soát trong quá trình thu thập dữ liệu 3D. Thời gian ước lượng: 1 giờ.
Vị trí mũi tên tham chiếu cho phép vị trí của các chỉ báo được xác định liên quan đến các chỉ số X và Y được xác định trước.
Thu thập mục tiêu vị trí và quét bề mặt 3D (khoảng 20 m2 với độ phân giải 1,5 mm). Thời gian ước lượng: 45 phút.
Ghi dữ liệu và vệ sinh và phục hồi trang web sau kiểm tra. Thời gian ước lượng: 30 phút.
Xử lý dữ liệu và chuẩn bị báo cáo kiểm tra. Thời gian ước lượng:
12 giờ.
Ứng dụng và phương pháp trên dựa trên việc kiểm soát một bề mặt 20 m2 được thực hiện bởi DEKRA Industrial trong một lần can thiệp duy nhất. Điều này sẽ giúp công ty giảm thời gian xử lý dữ liệu trong tương lai.
Nicolas Cricoveanu
Nicolas Cricoveanu,
Trưởng bộ phận NDT tiên tiến
tại DEKRA Industrial
Trước khi chuyển sang hệ thống kiểm tra của Creaform, DEKRA Industrial đã sử dụng một công cụ đo hố thu cong và kiểm tra siêu âm để kiểm tra bề mặt khi bề mặt đối diện của chúng truy cập được và trong điều kiện tốt. Tuy nhiên, trong trường hợp này, tình trạng của bề mặt sẽ không cho phép kiểm tra thu công theo các kiểm tra được thực hiện trước khi can thiệp của DEKRA Industrial. Phương pháp được sử dụng với giải pháp của Creaform cung cấp kết quả phù hợp - tất cả trong khi giảm thời gian kiểm tra. Nếu DEKRA Industrial đã sử dụng một công cụ đo hố thu công, sẽ cần từ 3 đến 4 giờ mà không cung cấp kết quả được đảm bảo.
Nicolas Cricoveanu rất hài lòng với kết quả của Creaform. "Việc đánh giá hư hỏng bên ngoài cung cấp kết quả đáng tin cậy chất lượng cao. Bây giờ chúng tôi có thể thực hiện kiểm tra nhanh chóng và chính xác hơn so với các công cụ thủ công. Do đó, cả nhà cung cấp dịch vụ và khách hàng đều hưởng lợi từ sự tăng năng suất vì nó giảm đáng kể thời gian ngừng hoạt động do các hoạt động kiểm tra."
 in Refineries")
DEKRA Industrial is one of the leaders in the prevention of industrial and occupational hazards in France and Europe. With its expertise in identifying and assessing hazards, the company plays an instrumental role in risk prevention for a variety of companies.
Material inspection, which mostly takes place in the French region of Lyon, encompasses a wide range of conventional and non-conventional NDT services and tools, such as conventional and phased array ultrasonic testing, time-of-flight diffraction (TOFD), Eddy current, robotics, electromagnetic acoustic transducer (EMAT), conventional and digital X-ray inspection, 3D laser measurements, alternating current field measurement (ACFM), thermography, Lixi Profiler, guided waves, AcousticEye and surface inspection.

Creaform HandySCAN 700 scanner
Since the fall of 2014, DEKRA Industrial has been using the HandySCAN 3DTM scanner and VXelementsTM data acquisition software with PipecheckTM, the software platform used to assess corrosion and mechanical damage in pipelines, refinery columns, and storage tanks.
"We made the decision to invest in Creaform’s 3D scanner and software as the solutions would allow us to perform all applications and tasks usually required in typical NDT environments with the flexibility that we needed. It is the best tool to effectively control pipelines, skirts or columns—even when access is difficult and no power supply is within reach," explained Nicolas Cricoveanu, Head of Advanced NDT at DEKRA Industrial.
One of DEKRA Industrial’s recent NDT applications was to control the external corrosion of a column skirt in a refinery.

Column skirt after being fireproofed and sanded in preparation for corrosion inspection.
The skirt had a diameter of 3 m and the surface to inspect started at a height of 0.6 meters and ended at 2 m,with a nominal thickness of 10 mm. The skirt interior was covered with a concrete layer that prevented access to the opposite surface. The surface itself was complex and included many support plates, cavitations, manholes, insulation supports (about 50 on the control area), guards and mounting bolts. The objective was to control 100% of the accessible surface.
As the state of deterioration of the external surface was too advanced to proceed with a conventional ultrasonic control or to use a manual pit gauge, the HandySCAN 3D and Pipecheck software allowed operators to scan the surface in 3D to assess the most damage around the skirt’s circumference. Later, the results were presented in an official inspection report generated in Pipecheck.

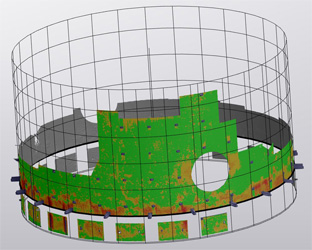
Mapping of the column skirt after scanning. The scans highlight the corrosion (red areas) at the bottom of the skirt.
The above application and methodology are based on the control of a 20 m2 surface carried out by DEKRA Industrial during a single intervention. This will enable the company to reduce data processing times in the future.
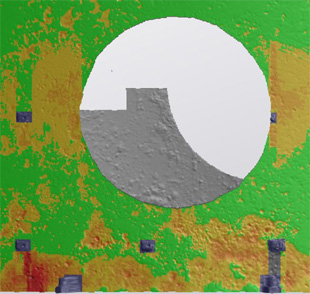
Detailed views of the manhole (left) and of a lower area of the column skirt (right).
The grey zones on the map indicate the insulation supports and presence of a welded joint. Creaform's Pipecheck software also helps to accurately estimate each indicator or group of indicators revealed on the color map by providing the profiles of material losses and their associated depths.

Nicolas Cricoveanu,
Head of Advanced NDT
at DEKRA Industrial
Before making the switch to Creaform's inspection system, DEKRA Industrial used a manual pit gauge and ultrasonic controls to inspect surfaces when their opposite surfaces were accessible and in good condition. However, in this case, the state of the surface would not have allowed for manual control according to the tests carried out before DEKRA Industrial's intervention. The method used with Creaform’ssolution provided relevant results—all while reducing control times. Had DEKRA Industrial used a manual pit gauge, it would have required a minimum of 3 to 4 hours without providing guaranteed results.
Nicolas Cricoveanu is thrilled with Creaform’s results. "The external damage assessment provided reliable high-quality results. We can now perform controls more quickly and accurately than with manual tools. As such, both the service provider and the client benefit from productivity gains since it greatly reduces downtimes due to control operations."