... N mande 2018, Vietnam has gradually implemented Oto dream of Vietnam with the launch of a bold post Vingroup. This is almost the end of the series of days Vietnam has only the assembly industry, not the automotive industry in the international arena.
To achieve the initial success and later also requires VinGast of VinGroup will surely have the technology with the leap speed, which does not include the technology of stamping the car.
With 8+ years of industry experience, 3D MASTER would like to share this technology with all our customers. We are confident that this knowledge will be of great help to your work.
PROCESS OF DESIGN TECHNOLOGY
1. DESIGN ARRANGEMENTS
Get drawings, or real samples from the New Model
• Check the drawing, or sample
• Redraw to soft copy (2D & 3D) with tools such as 3D software and 3D scanners such as HandyScan700.
• Stage analysis
• Cutting work
• Design (for pre-designed mold design precedence)
2. TYPES OF PRESENTATION
• 2.1 Die cutting : 3 types (usually cutting die, cutting die & mold cut perforated continuous)
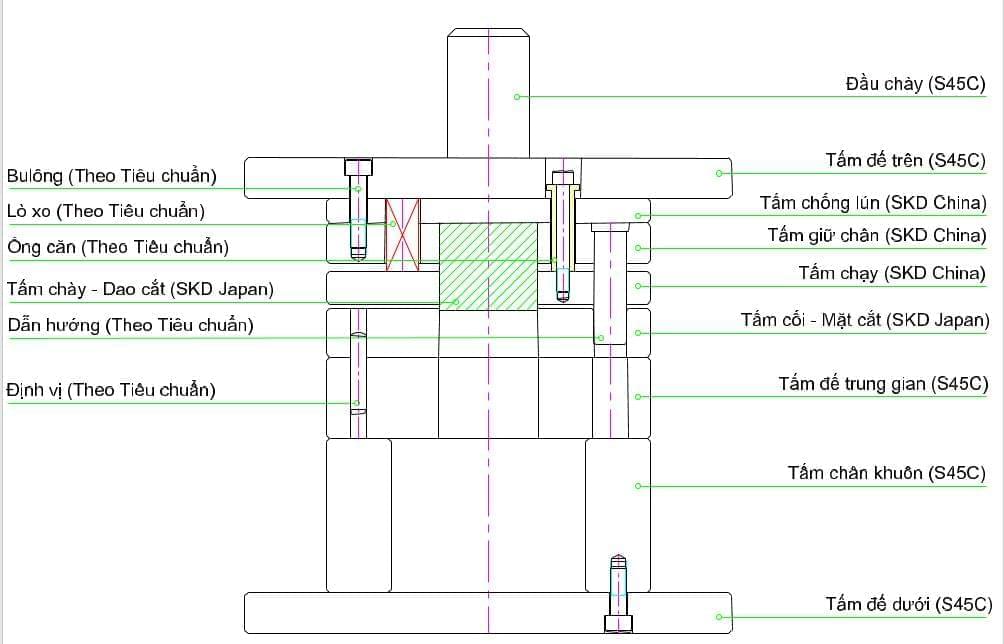
-2.1.1 Plate cutter: is a cut-to-length cutter, which cuts into the mold
+ Structure (See illustration)
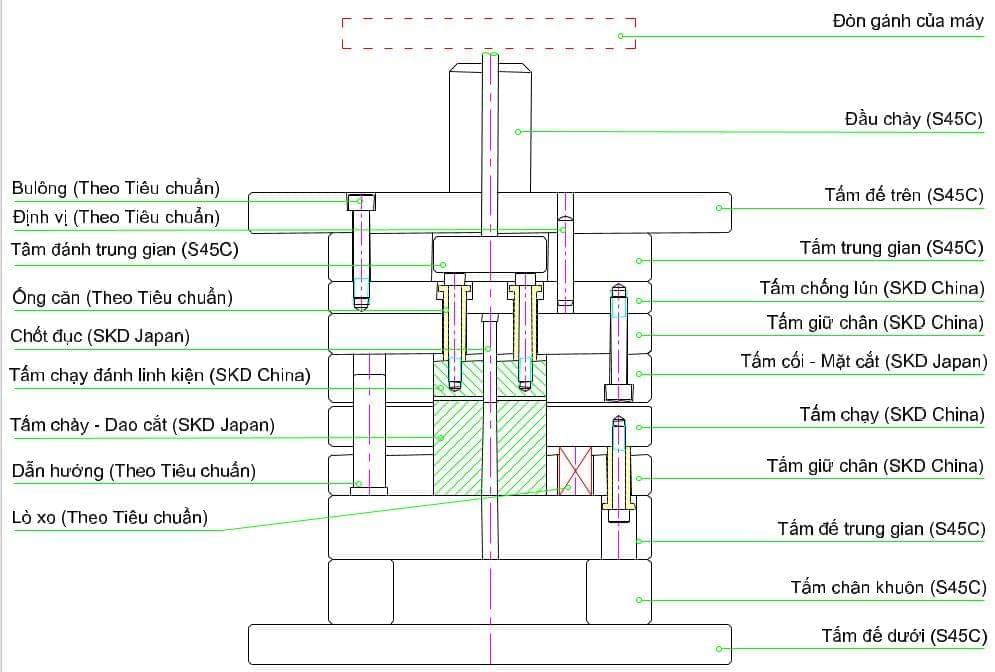
-2.1.2 Perforated punching molds: The punched-out perforated mold, the cut-off part of the punching machine (referred to as the load)
+ Structure (See illustration)
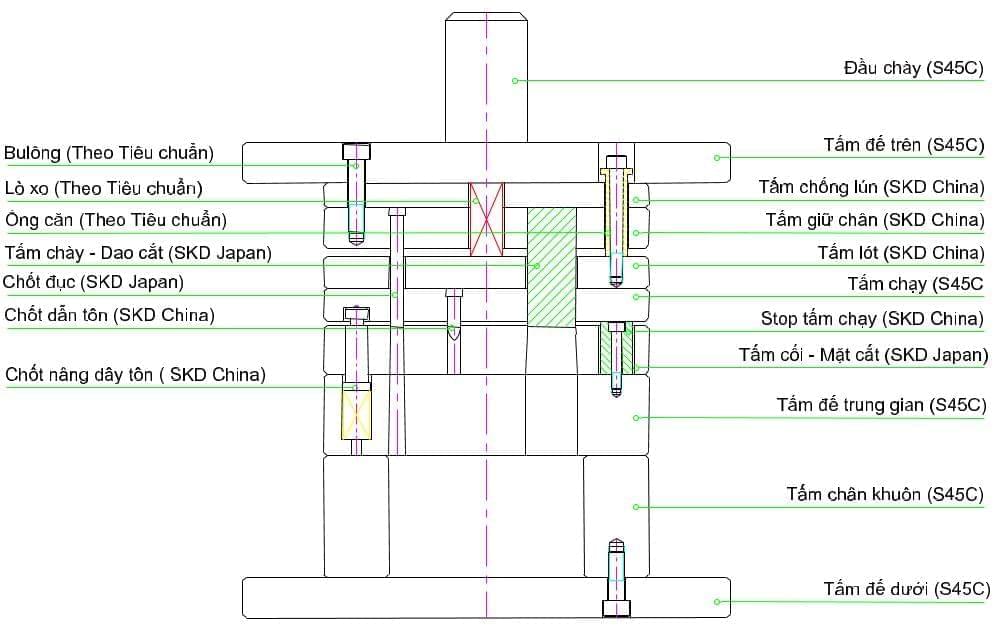
-2.1.3 Cross-cut: The cut-to-punch pattern is perforated, but the punching takes place before the one-step cut.
+ Structure (See illustration)
• 2.2 Mold fraud : 2 types (single molding & mold fraud fraud uninterrupted
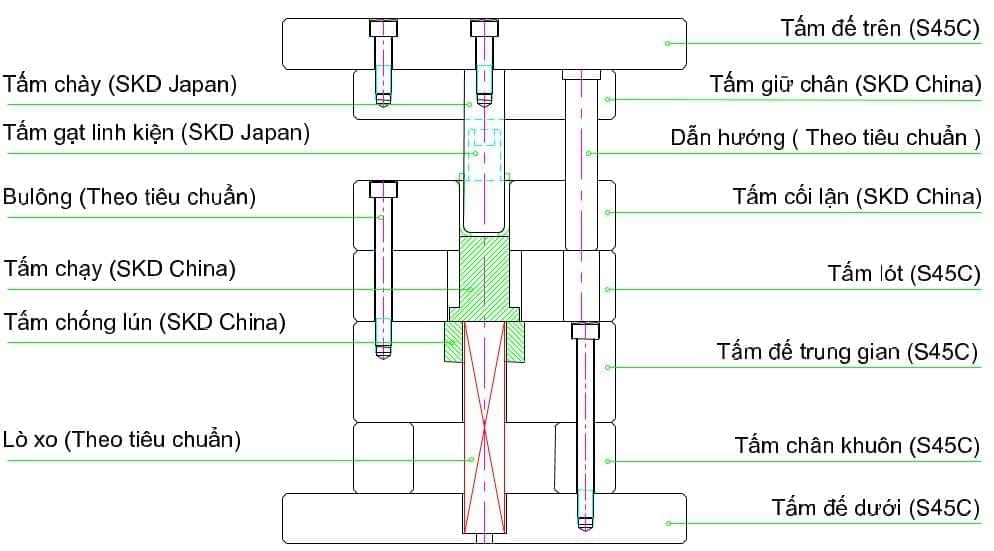
-2.2.1 Single mold: There are two types of molding and molding claws (V-shaped, stamping, bearding).
Material clamping: The clamshell structure uses a slab to hold the clamshell components before the crusher to prevent the components from deforming and the stability of the product will be higher. Push plate mechanism can use spring or steam engine
+ Structure: see illustration
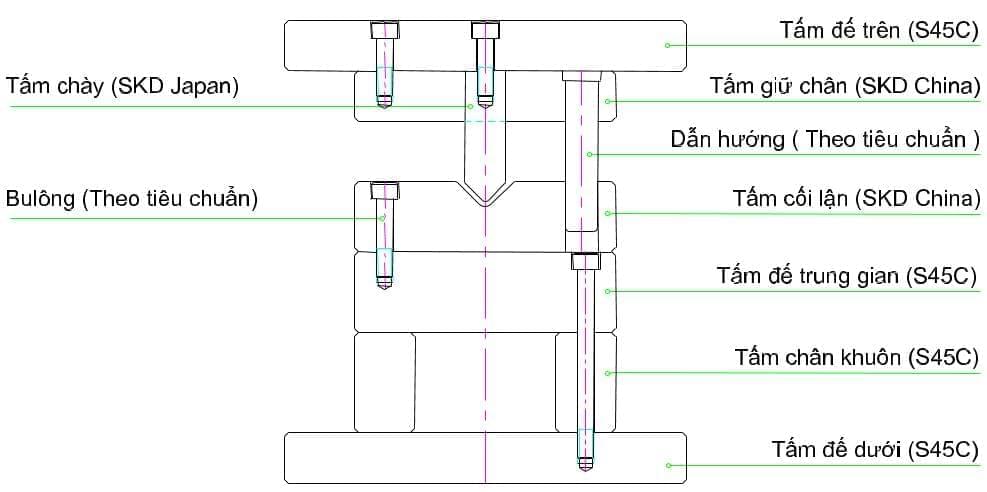
Forming mold: is a molding structure of the product based on the shape of the pestle and mortar without the use of running plate.
+ Structure: see illustration
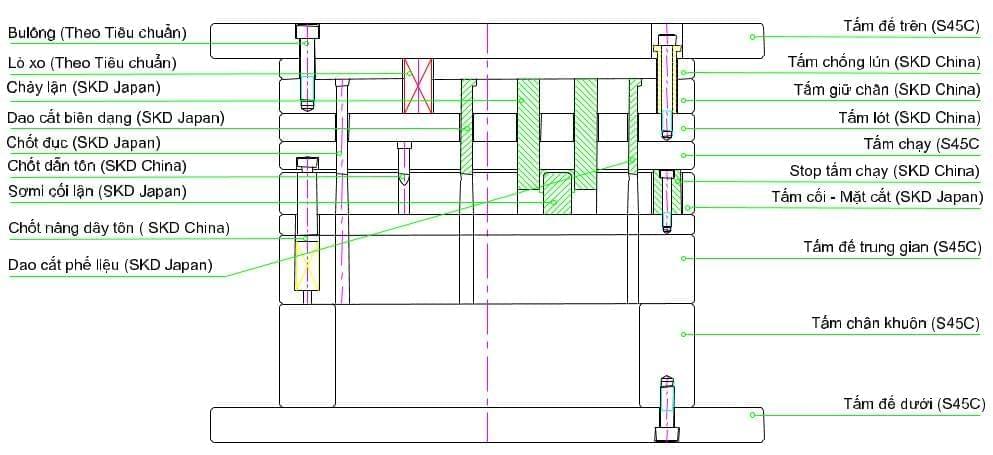
-2.2.1 Continuous molding: means the molding of all the processes on a mold for the extrusion of finished or semi-finished products.
+ Advantages: continuous molding products have high stability, minimizing the risk of NG generated by workers caused.
Reduce the need for machinery, reduce labor, increase productivity, reduce costs ...
Reduced management of finished goods
+ Disadvantages: difficult to mold, expensive mold
+ Structure: see illustration
- There are also some types of molds depending on the characteristics of the machine such as CNC bending machine, CNC sheet bending machine ...
3. MOLD DESIGN STANDARDS
• 3.1 Standards Standards to put religion , about how the circuit sheet :
- Choosing a larger distance than the standard will lead to waste of materials, increase the cost of products
- Choosing a smaller distance than the standard when the mold will produce a horizontal force acting on the broken knife to affect the life of the mold.
• 3.2 Standard Standard pick -dimensional thick plate mortar ( the cut ) :
- Choosing the size larger than the standard will lead to waste of materials, long processing, increase the cost of mold
-Selecting the size smaller than the standard will reduce the strength of the mold to affect the life of the mold
• 3.3 Standards Standards are about ratings location location hole bolt :
- Choosing the size larger than the standard will lead to large size of material costs, high molding costs
-Selecting the smaller size of the standard will cause more stress on the bolt holes that cause the root to burst
• 3.4 Standards Standards are about ratings location location hole lead direction :
- Choosing the size larger than the standard will lead to large size of material costs, high molding costs
-Selecting the smaller size of the standard will cause stresses to be concentrated in the guide holes, causing the root to burst
- Also, when choosing the right guide diameter, choose the standard size of the company
Depending on the structure of the mold, the designer can determine whether to use conventional or special guide
• 3.5 Standard Standard size size from the edge of the cut out edges of the mold :
- Choosing the size larger than the standard will lead to large size of material costs, high molding costs
Selecting the smaller size of the standard will result in more stress at the cross sections causing the root to burst
• 3.6 Standard Standard slit open cut , slit open between pin and plate run
- Select the gap larger than the standard when the extrusion will be exposed, the surface is dragged flat.
- Choosing smaller slots than standard components when extruding will shorten the life of the mold
+ Pay attention : When harvesting is offset baseball shape, taking losses, offset mortar
-In addition to special cases, the designer himself specified
The gap between the latch and the run plate specified = 0.05mm / one side
• 3.7 Public formula calculated force for mold and uncertain spring
Power cut
- The force used to break the material to create components, based on this force to choose the machine to suit
Formulas: Pc = C * t * d
+ Pc: Cutting force
+ C: perimeter profile
+ t: thickness of corrugated iron
+ d: Cutting stress (Trace according to JIS standard material)
- Pm> 1.3Pc (Pm is the force of the machine to choose)
Exercise the spring plate (spring force in the mold)
- Based on this force to select the spring and spring arrangement for the mold
- Pt = 3 -> 7% Pc (Pt is the force to remove the plate)
3.8 Standard Standard oven spring :
- Springs help the plate to hold the components when working and help remove the plate after work
- The force of spring: Plx = l * A (Kgf)
+ Plx: compression force of spring
+ l: compression length of springs
+ A: spring pressure above 1mm (depending on spring type)
- The symbol of the type of spring used
+ SSWM: Red Springs
+ SSWF: Gold Spring
+ SSWL: blue springs
+ SSWH: green springs
+ SSWB: brown spring
- The specifications of the spring on the standard "Punch Press"
3.9 Shear Criteria for Cutting Profile :
- Photographing is a very important step in the mold design process so it must adhere to the standards of the image
3:10 Standard Standard dimensional high mold :
SN1 25T: Max = 230; Min = 180
SN1 35T: Max = 250; Min = 200
- SN1 45T machine: Max = 270; Min = 210
SN1 60T: Max = 300; Min = 230
SN1 80T: Max = 330; Min = 250
- SN1 110T machine: Max = 350; Min = 260
SN1 160T: Max = 400; Min = 300
SNS2 200T: Max = 500; Min = 400
• When designing the height of the mold must be close to the height of the machine (<10mm)
• Special cases Custom design
• In addition, the standards of molds, steam, iron ... will be in accordance with catalog or actual
4. MOLD DESIGN ORDER
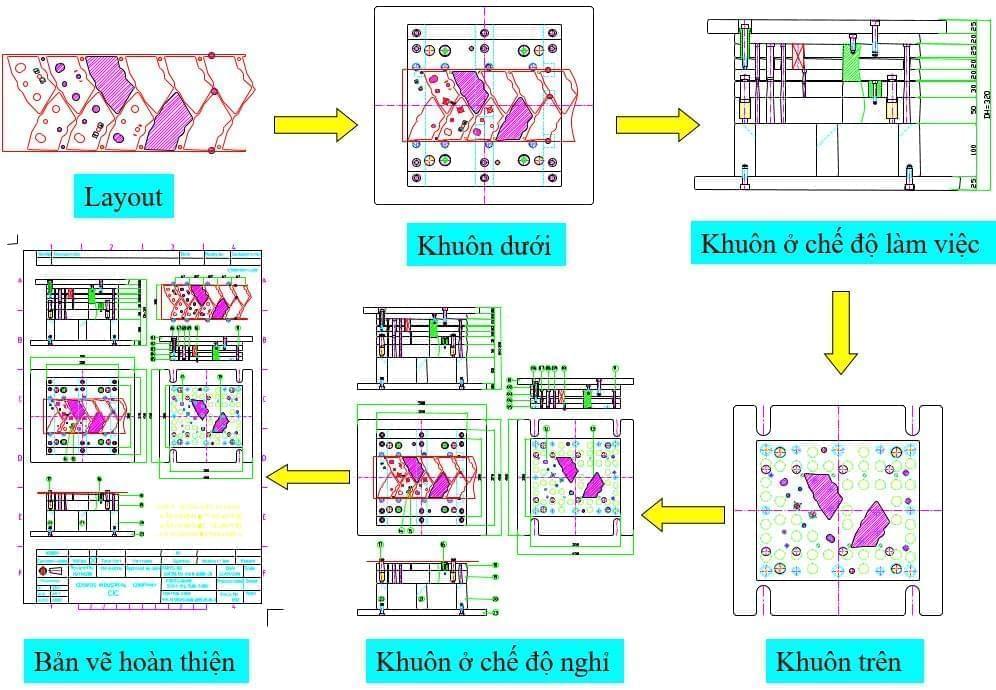
* After drawing and spreading the components proceed to design the mold in the following order:
- Layout work for continuous form
- Size of sheet metal according to design standards (Should get even size in the existing format)
Position the bolt hole, positioning, guide, the hammer ... according to the standard of the bottom mold
- Complete mold under
- Shaped projection showing the mold is in working mode (based on the cutting force to choose the machine and the height of the machine accordingly)
- From the 2 screenshots on the deployment draw the top picture
-Remove half of the mold in the sleep mode
• When size, for standard name brackets, numbered subdivisions
• Split the details into small drawings for machining
-Fixed to check whether the mold is removed properly and then print to the supervisor for approval
5. STANDARDS IN DESIGN DRAWING
- Name frame according to company standards
- There must be at least 5 slides (1 image in working mode, 2 slides, 2 slides below) and the image or layout.
- In the summary must specify the need to use the machine, navigation, spring ...
- In the separation drawing must be full size, processing requirements to make the most easy to understand
6. Regulations on management of drawings and change management
-The design after signing will copy a copy of the "controlled copy" issued for the template
- Original saved at Design
-When changes are made to the design, changes must be made, the total printed and the changes to be issued for the template and the drawings returned.
- When changing on the soft copy, keep the old image
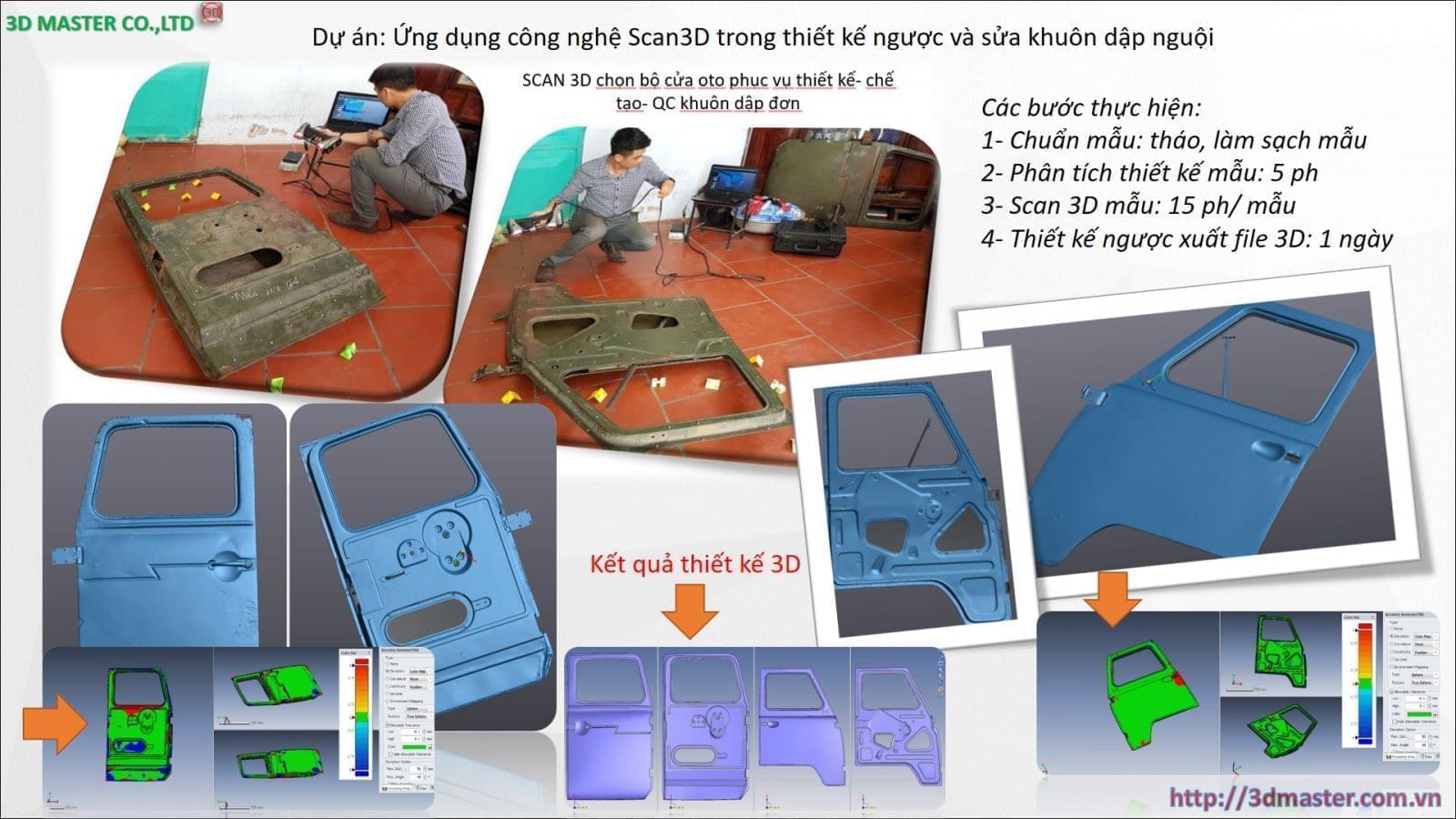
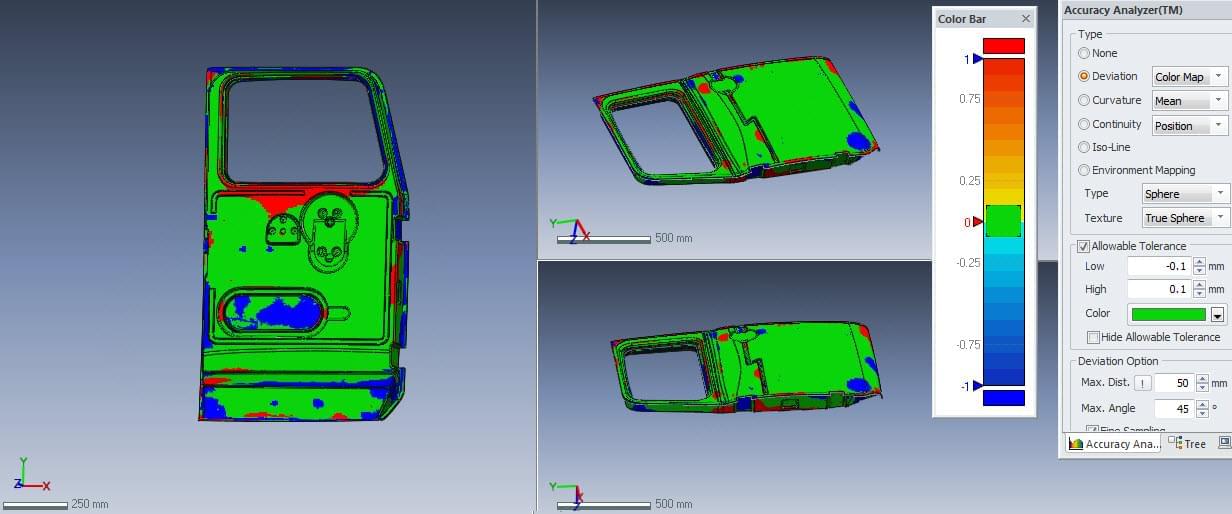
As such, it is possible to see 3D product design and 3D die testing as the most important steps. Nowadays, these steps have been made easier and much faster by the great support from Scan 3D technology.
The following is one of many 3D Scan application service projects that 3DMaster Co., Ltd has implemented speed-accuracy-success with customers in design- manufacture- QC test of automobile door molding in Viet Nam.

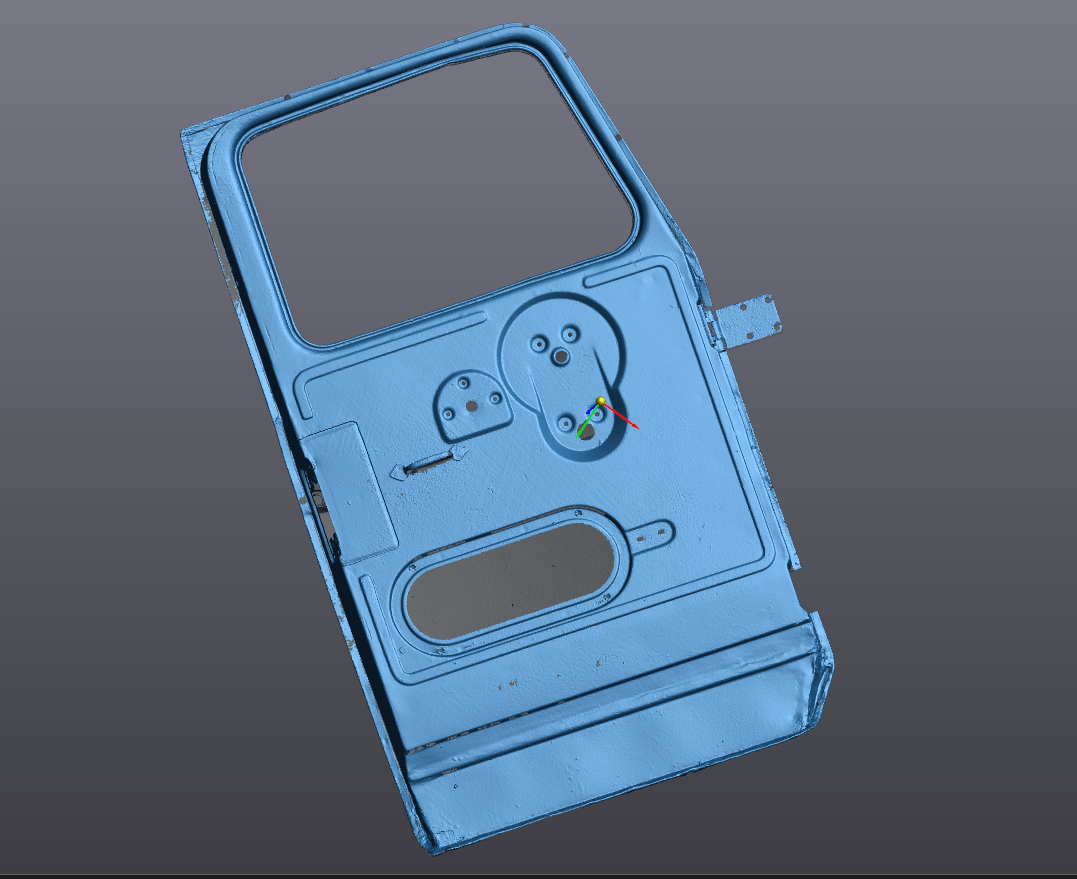
3D scanner selects the door behind the car inside and out, after 15 minutes with the HandyScan700 3D scanner
3D scan results choose the door sample set behind the car both inside and outside
... is updating
|
|
|
3D reverse design selection of the door behind the car interior and exterior, after 1 day
... is updating
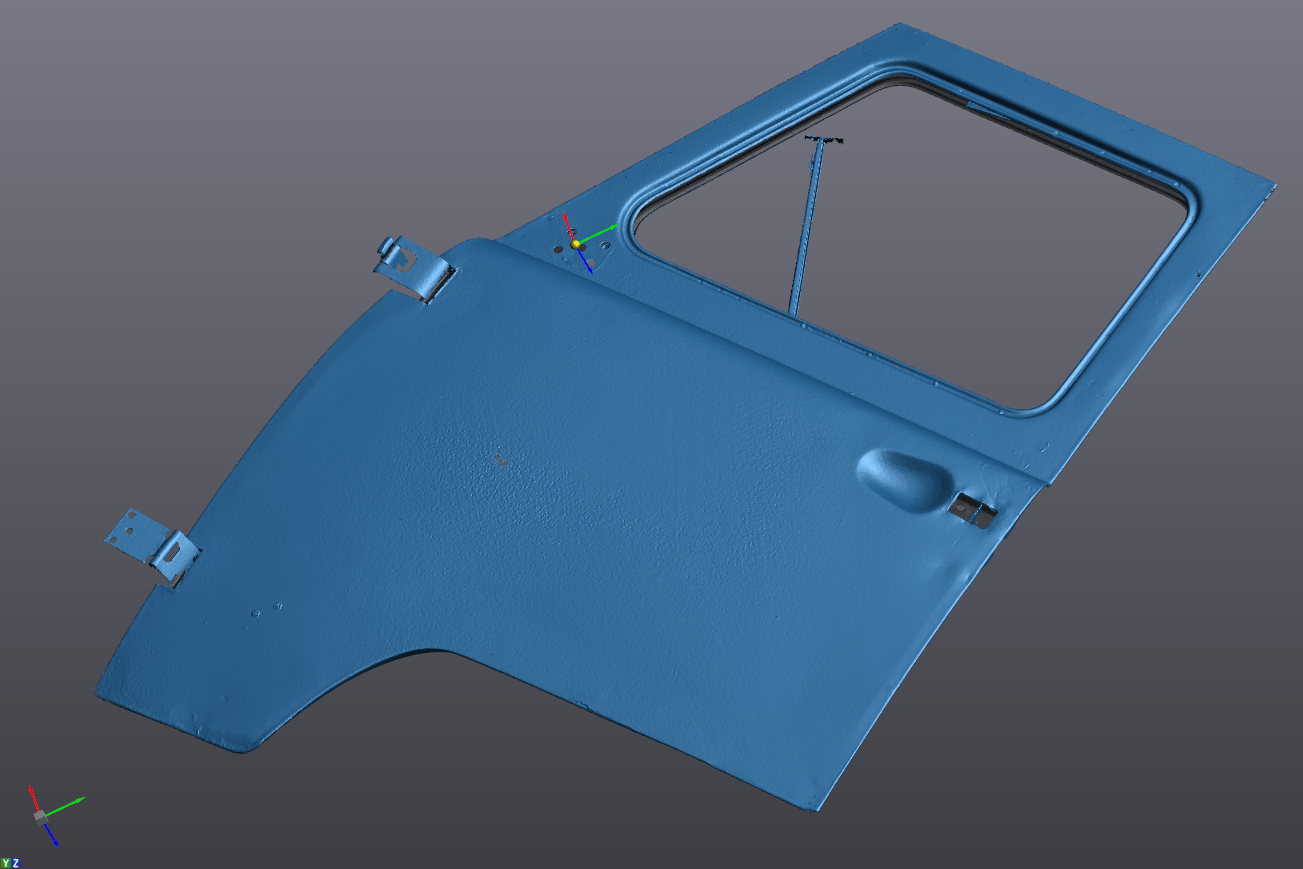
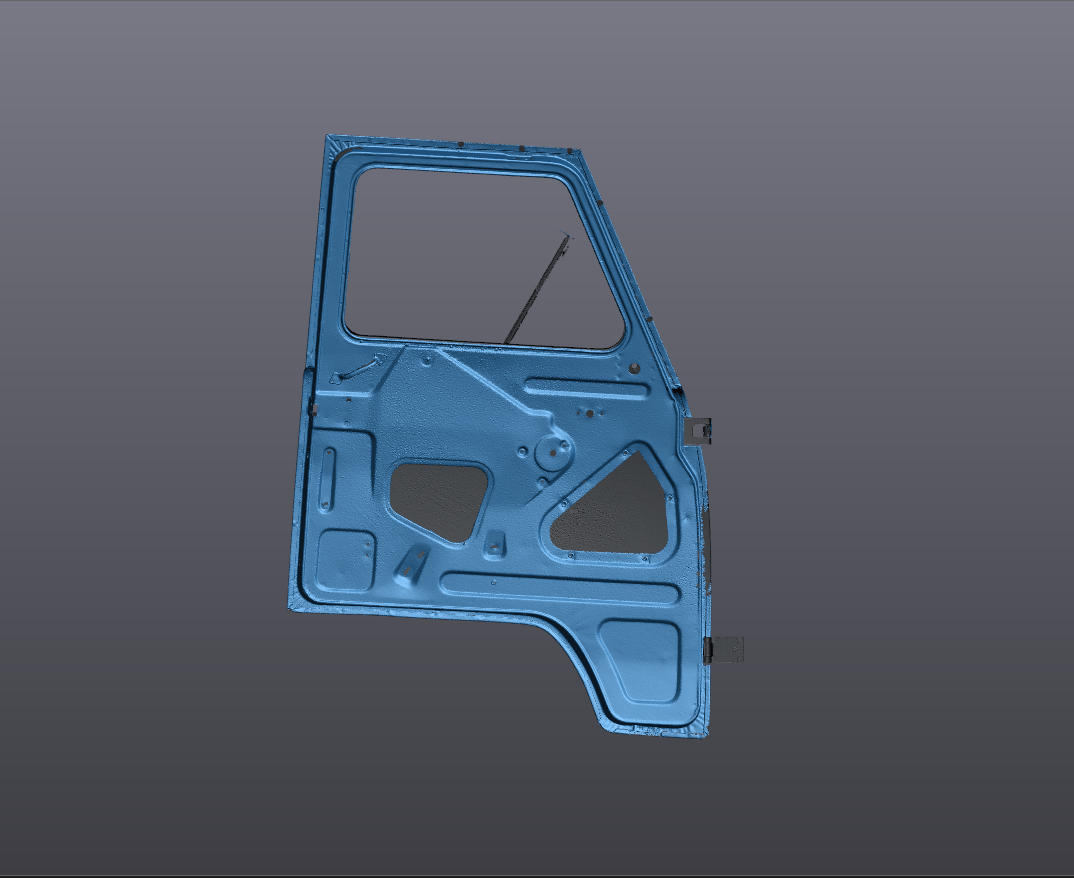
3D scanner chooses the front and rear door car kit, after 10 minutes with the HandyScan700 3D scanner
3D scan results for front and rear door sets
... is updating
|
|
|
|---|
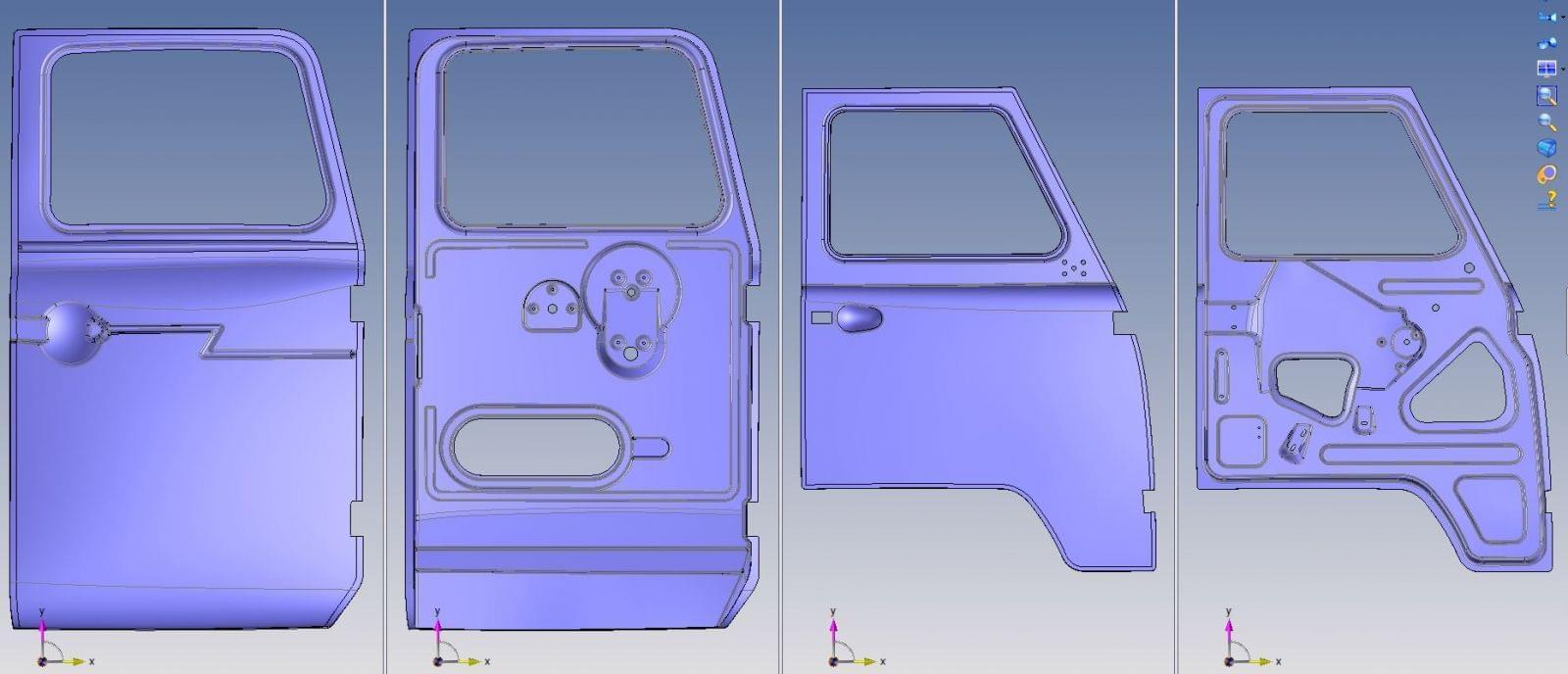
3D reverse design results for front and rear doors, both inside and outside, after 1 day
... is updating
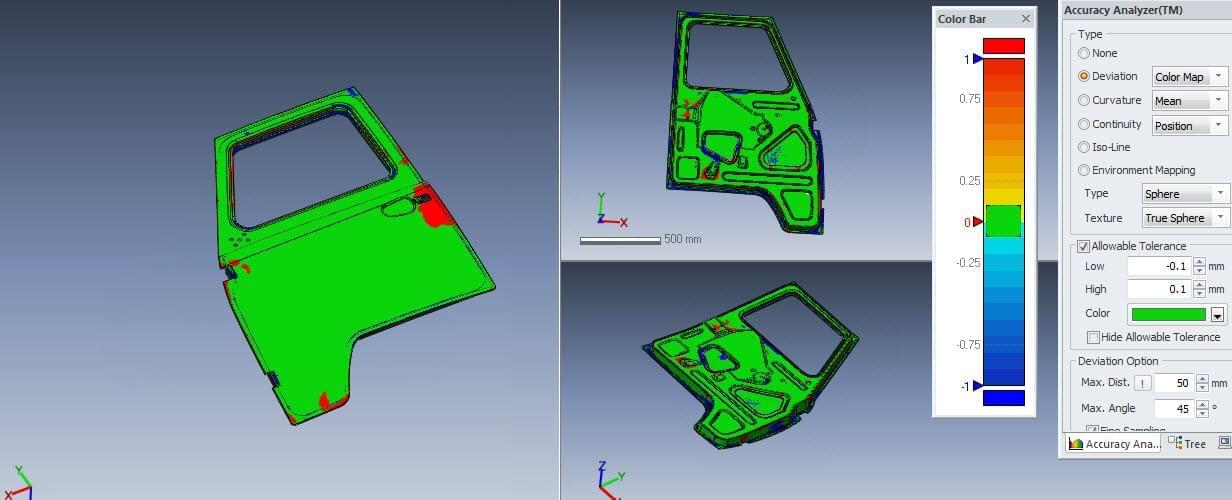
3D Scanning Results - 3D Design of Auto Door Locks - and Cold Die Design
.jpg)