Classification of 3D printing technology
1.Stereolithography (SL)
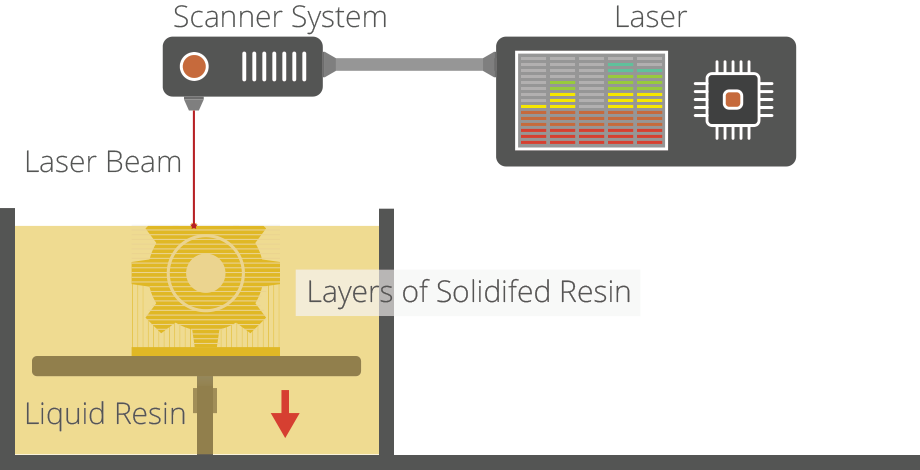
Stereolithography (SL) is recognized as the first technology used hollow. It is certainly the first technology to be commercialized. SL is a process by which the laser melts photopolymer particles, the resin particles, after being melted, bind to the blocks in an accurately designed pattern. This is a rather complicated process, but it can be simply understood that the photopolymer resin is contained in a basket with a mobile background. A laser beam is oriented in the XY axis through the surface of the plastic according to 3D data provided to the machine (.stl file), whereby the plastic hardens exactly where the laser touches the surface. Once the class is completed, the platform in the bin will drop to a small fraction (in the Z axis) and the next layer is detected by the laser. This continues until the whole object is completed.
Due to the nature of the SL process, it requires support for some components, especially those that protrude or cut. These structures should be removed manually.
On other processing steps, many 3D objects printed with SL need to be cleaned and maintained. For hardening, we put the details into a furnace with high light intensity to dry.
Stereolithography (SL) is considered one of the most accurate 3D printing processes with excellent surface finish. However, the limiting factors include the following steps of beautification after production and the stability of the material over time, which may become brittle.
2. 3D Printing Technology DLP
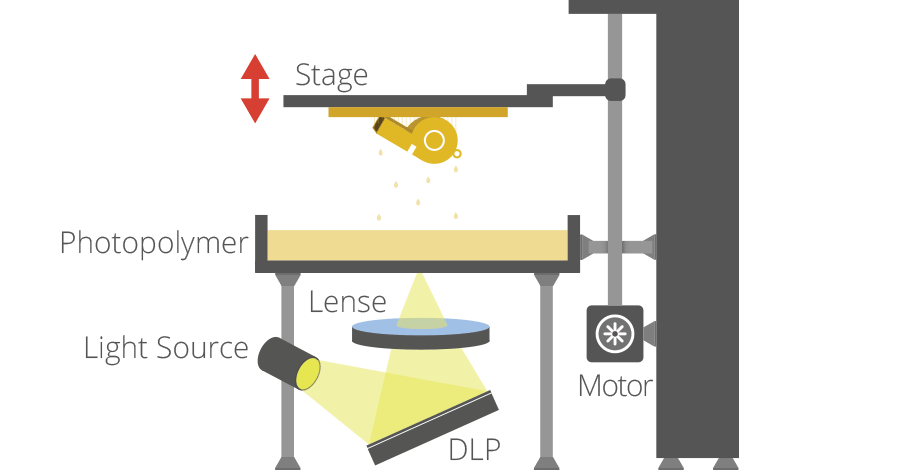
DLP - digital light processing is a similar process SL has a 3D printing process working with photopolymers. The main difference is the light source. DLP uses a more conventional light source, such as an arc lamp, with a liquid crystal display panel or reflector (DMD), applied to the entire surface of a photopolymer plastic container in one pass, faster than SL.
Just like SL, DLP produces high precision parts with good resolution, but its similarities also include similar requirements for cold support and fabrication. However, one advantage of DLP with SL is that it requires only a smaller plastic bucket, which leads to less plastic wastage and reduced machining costs.
3D Laser Sintering and Laser Melting Technology
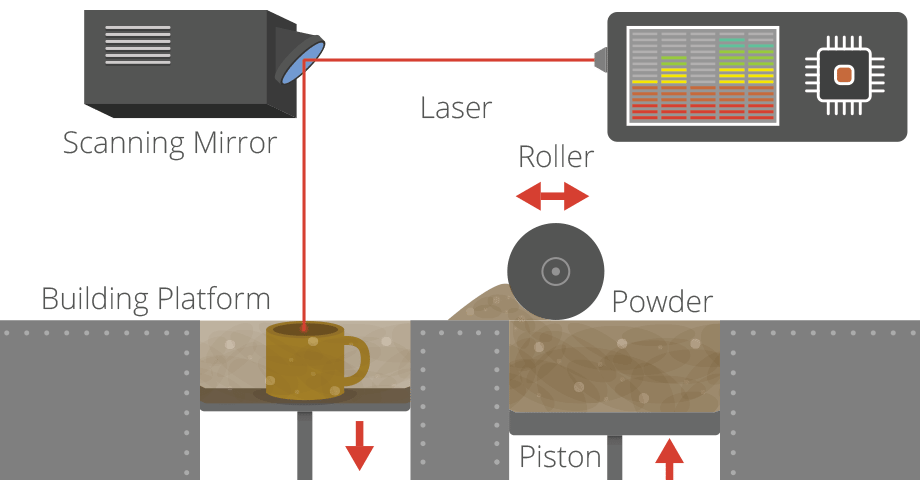
Laser crystallization and laser melting are interchangeable terms related to laser printing with powdered materials. The laser is projected through a compressed powder layer, in the form of 3D data loaded into the machine. When the laser impacts the surface of the powdered material, it melts and combines the particles together into a solid. When each layer is completed, the dough drops gradually and a roller softens the dough on the surface of the detail, the next layer is formed and merged with the previous layer.
The heat chamber is completely sealed to maintain an accurate temperature during the melting of the powder material. Once complete, the whole powder is removed and the excess powder can be removed to leave the 'print'. One of the main advantages of this process is that bedding beds serve as a supporting structure in the process for overhanging and undercuts, and therefore complex shapes that can not be manufactured in other ways are possible. with this process.
However, the downside is that because of the high temperature required for laser crystallization, the cooling time can be very large. In addition, porosity is an age-old problem with this process and although significant improvements have been made to dense components, some applications still require infiltration with other materials to improve the mechanical properties.
Laser crystallization can handle plastic and metal materials, although metal detectors require a higher power laser and higher processing temperatures. Parts produced with this process are much more powerful than SL or DLP, although overall surface finish and accuracy are not good.
4. 3D Extrusion / FDM / FFF Printing Technology
3D printing uses the thermoplastic laminated layer that is most noticeable - the 3DP process. The most common name of the process is Fused Deposition Modeling (FDM), due to its longevity, however this is a trade name, registered by Stratasys, the company that developed it. Stratasys FDM technology has been around since the early 1990s and is now an industrial 3D printing process. However, the rise of 3D printers has come into play since 2009 largely using a similar process, commonly known as Freeform Fabrication (FFF), but in the form of basic more of the Stratasys organization. The earliest RepRap machines and all subsequent developments - open source and commercial - use extrusion. However, after the Stratasys copyright infringement lawsuit against Afinia, there is a question of how the market will continue to grow,
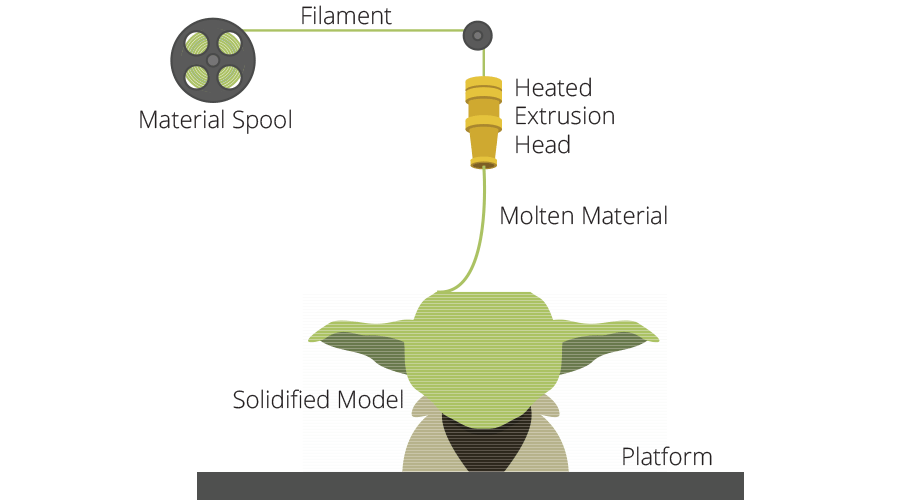
This process works by firing plastic strips deposited, through a hot extruder, to create a layer at a time, according to 3D data fed into the printer. Each layer hardens when it is deposited and linked to the previous layer.
Stratasys has developed a series of exclusive industrial materials for FDM processes suitable for a number of manufacturing applications. At the final level of the market, the material is more limited, but the scope is increasing. The most popular material for 3D imported FFF printers is ABS and PLA.
The FDM / FFF procedures require supporting structures for any convex profiles. For FDM, this requires a second, water-soluble material, which allows supporting structures to be washed relatively easily, once finished. In addition, the support material can also be broken, which can be removed manually by pushing them away. Support structure, generally a limitation of imported 3D printer FFF. However, as systems have evolved and improved to incorporate dual extruders, it has become less problematic.
On the production model, the FDM process from Stratasys is a reliable and reliable process, suitable for a friendly office / plant, although it may require cooling after production. With the import machine, as expected, the FFF process produces more accurate patterns, but things are constantly improving.
This process may slow down for some geometry and class-layer adhesion may be a problem, leading to non-watertight parts. Again, post-processing using Acetone can solve these problems.
5.Phun
Materials Handling: The 3D printing process uses materials in a liquid or liquid state or mixed in a nozzle (along with other materials at the same time). However, these materials tend to be liquid photopolymers, which are cured by ultraviolet light when each layer is deposited.
The nature of this product allows the simultaneous deposition of many materials, which means that a single part can be produced from a variety of materials with different properties and characteristics. Spraying material is a very accurate 3D printing method, creating accurate parts with a very beautiful finish.
6. 3D Printing Technology - SDL
SDL is a proprietary 3D printing process developed and produced by Mcor Technologies. It compares this process with the Lassified Object Manufacturing (LOM) process developed by Helisys in 1990 due to the similarity in layering and shaped to form the last part. However, that is the final analogy.
SDL printing is created in parts using standard paper. Each new layer is fixed to the previous layer using a binder, which is applied according to the 3D data put into the machine. This means that the higher the density of the adhesive will settle in the area will become a part and the much lower binding density will be applied in the surrounding area to provide support, ensure easy to remove,.
After a new paper is fed into the 3D printer from the paper feed mechanism and placed onto the selective glue on the previous layer. This pressure ensures the bond between the two sheets. The cutter edges the object to create the edges of the part. When the cutting sequence is complete, the 3D printer will place the next adhesive and until that part is complete.
SDL is one of the few 3D printing processes that can produce full color 3D prints using a CYMK color palette. And because the parts are standard paper, they do not require cold working, they are very safe and environmentally friendly. The constraint is that the process can not compete well with other 3D printing processes because the production of complex geometries and construction dimensions is limited to the size of the material.
7.BM
In3D electron beam technology is a proprietary process developed by the Swedish company Arcam. This metal printing method is very similar to direct metal crystallization (DMLS) in the process of forming components from metal powders. The main difference is the source of heat, which, as its name implies, is an electron beam, not a laser, which requires a procedure to be performed under vacuum.
EBM is capable of producing dense components in a wide variety of alloys, even to the medical level, and as a result, this technique is particularly successful for a wide range of medical applications. , especially for implants. However, other high-tech industries such as space and automobiles have also looked at EBM technology for complete production.
Stereolithography
Technology-in-3D-SL
Stereolithography (SL) is widely recognized as the first 3D printing process; it was certainly the first to be commercialised. SL is a laser-based process that works with photopolymer resins, that react with the laser and cure to form a solid in a very precise way to produce very accurate parts. It is a complex process, but simply put, the photopolymer resin is held in a vat with a movable platform inside. A laser beam is directed in the X-Y axes across the surface of the resin according to the 3D data supplied to the machine (the .stl file), whereby the resin hardens precisely where the laser hits the surface. Once the layer is completed, the platform within the vat drops down by a fraction (in the Z axis) and the subsequent layer is traced out by the laser. This continues until the entire object is completed and the platform can be raised out of the vat for removal.
Because of the nature of the SL process, it requires support structures for some parts, specifically those with overhangs or undercuts. These structures need to be manually removed.
In terms of other post processing steps, many objects 3D printed using SL need to be cleaned and cured. Curing involves subjecting the part to intense light in an oven-like machine to fully harden the resin.
Stereolithography is generally accepted as being one of the most accurate 3D printing processes with excellent surface finish. However limiting factors include the post-processing steps required and the stability of the materials over time, which can become more brittle.
DLP
Technology-in-3D-DLP
DLP — or digital light processing — is a similar process to stereolithography in that it is a 3D printing process that works with photopolymers. The major difference is the light source. DLP uses a more conventional light source, such as an arc lamp, with a liquid crystal display panel or a deformable mirror device (DMD), which is applied to the entire surface of the vat of photopolymer resin in a single pass, generally making it faster than SL.
Also like SL, DLP produces highly accurate parts with excellent resolution, but its similarities also include the same requirements for support structures and post-curing. However, one advantage of DLP over SL is that only a shallow vat of resin is required to facilitate the process, which generally results in less waste and lower running costs.
Laser Sintering / Laser Melting
In-3D-Laser-Sintering-Laser-Melting
Laser sintering and laser melting are interchangeable terms that refer to a laser based 3D printing process that works with powdered materials. The laser is traced across a powder bed of tightly compacted powdered material, according to the 3D data fed to the machine, in the X-Y axes. As the laser interacts with the surface of the powdered material it sinters, or fuses, the particles to each other forming a solid. As each layer is completed the powder bed drops incrementally and a roller smoothes the powder over the surface of the bed prior to the next pass of the laser for the subsequent layer to be formed and fused with the previous layer.
The build chamber is completely sealed as it is necessary to maintain a precise temperature during the process specific to the melting point of the powdered material of choice. Once finished, the entire powder bed is removed from the machine and the excess powder can be removed to leave the ‘printed’ parts. One of the key advantages of this process is that the powder bed serves as an in-process support structure for overhangs and undercuts, and therefore complex shapes that could not be manufactured in any other way are possible with this process.
However, on the downside, because of the high temperatures required for laser sintering, cooling times can be considerable. Furthermore, porosity has been an historical issue with this process, and while there have been significant improvements towards fully dense parts, some applications still necessitate infiltration with another material to improve mechanical characteristics.
Laser sintering can process plastic and metal materials, although metal sintering does require a much higher powered laser and higher in-process temperatures. Parts produced with this process are much stronger than with SL or DLP, although generally the surface finish and accuracy is not as good.
Extrusion / FDM / FFF
Technology-in-3D-FDM-FFF
3D printing utilizing the extrusion of thermoplastic material is easily the most common — and recognizable — 3DP process. The most popular name for the process is Fused Deposition Modelling (FDM), due to its longevity, however this is a trade name, registered by Stratasys, the company that originally developed it. Stratasys’ FDM technology has been around since the early 1990’s and today is an industrial grade 3D printing process. However, the proliferation of entry-level 3D printers that have emerged since 2009 largely utilize a similar process, generally referred to as Freeform Fabrication (FFF), but in a more basic form due to patents still held by Stratasys. The earliest RepRap machines and all subsequent evolutions — open source and commercial — employ extrusion methodology. However, following Stratasys’ patent infringement filing against Afinia there is a question mark over how the entry-level end of the market will develop now, with all of the machines potentially in Stratasys’ firing line for patent infringements.
The process works by melting plastic filament that is deposited, via a heated extruder, a layer at a time, onto a build platform according to the 3D data supplied to the printer. Each layer hardens as it is deposited and bonds to the previous layer.
Stratasys has developed a range of proprietary industrial grade materials for its FDM process that are suitable for some production applications. At the entry-level end of the market, materials are more limited, but the range is growing. The most common materials for entry-level FFF 3D printers are ABS and PLA.
The FDM/FFF processes require support structures for any applications with overhanging geometries. For FDM, this entails a second, water-soluble material, which allows support structures to be relatively easily washed away, once the print is complete. Alternatively, breakaway support materials are also possible, which can be removed by manually snapping them off the part. Support structures, or lack thereof, have generally been a limitation of the entry level FFF 3D printers. However, as the systems have evolved and improved to incorporate dual extrusion heads, it has become less of an issue.
In terms of models produced, the FDM process from Stratasys is an accurate and reliable process that is relatively office/studio-friendly, although extensive post-processing can be required. At the entry-level, as would be expected, the FFF process produces much less accurate models, but things are constantly improving.
The process can be slow for some part geometries and layer-to-layer adhesion can be a problem, resulting in parts that are not watertight. Again, post-processing using Acetone can resolve these issues.
Inkjet
There are two 3D printing process that utilize a jetting technique.
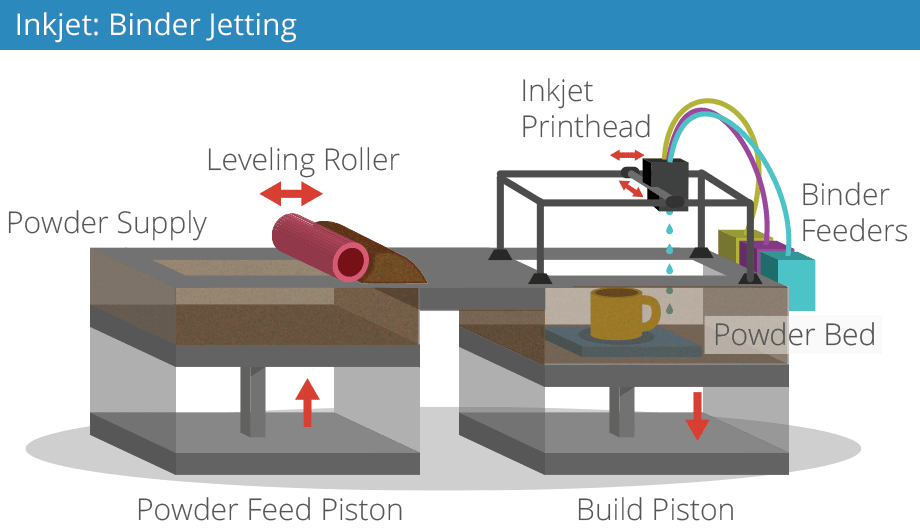
Technology-in-3D-Binder-Inkjet
Binder jetting: where the material being jetted is a binder, and is selectively sprayed into a powder bed of the part material to fuse it a layer at a time to create/print the required part. As is the case with other powder bed systems, once a layer is completed, the powder bed drops incrementally and a roller or blade smoothes the powder over the surface of the bed, prior to the next pass of the jet heads, with the binder for the subsequent layer to be formed and fused with the previous layer.
Advantages of this process, like with SLS, include the fact that the need for supports is negated because the powder bed itself provides this functionality. Furthermore, a range of different materials can be used, including ceramics and food. A further distinctive advantage of the process is the ability to easily add a full colour palette which can be added to the binder.
The parts resulting directly from the machine, however, are not as strong as with the sintering process and require post-processing to ensure durability.
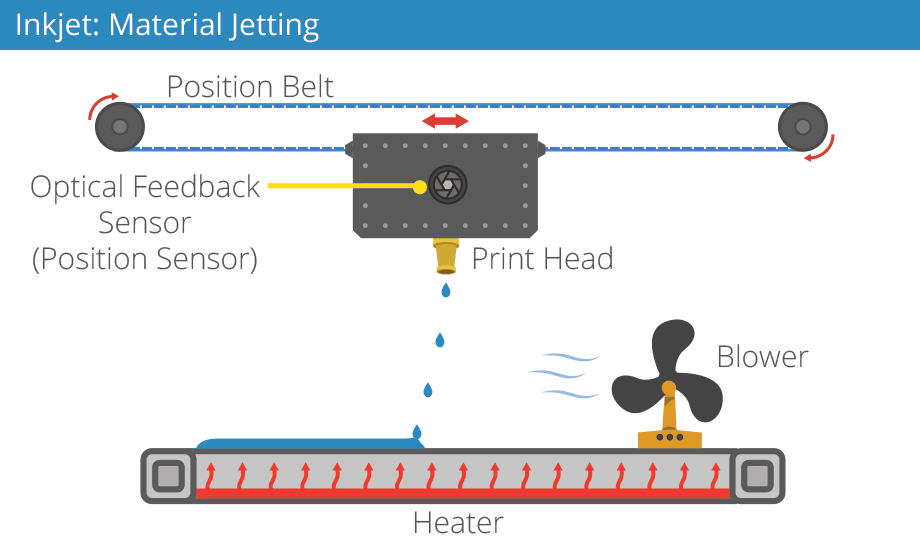
Technology-in-3D-Material-Jetting
Material jetting: a 3D printing process whereby the actual build materials (in liquid or molten state) are selectively jetted through multiple jet heads (with others simultaneously jetting support materials). However, the materials tend to be liquid photopolymers, which are cured with a pass of UV light as each layer is deposited.
The nature of this product allows for the simultaneous deposition of a range of materials, which means that a single part can be produced from multiple materials with different characteristics and properties. Material jetting is a very precise 3D printing method, producing accurate parts with a very smooth finish.
Selective Deposition Lamination (SDL)
Technology-in-3D-SDL
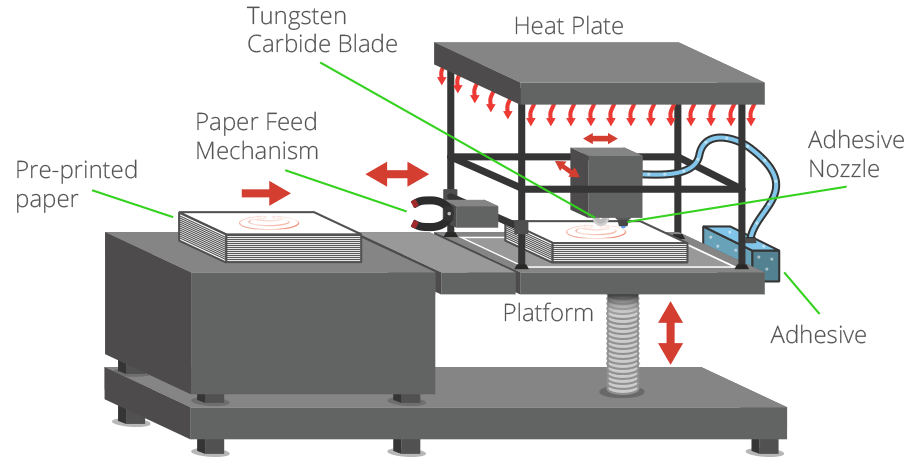
SDL is a proprietary 3D printing process developed and manufactured by Mcor Technologies. There is a temptation to compare this process with the Laminated Object Manufacturing (LOM) process developed by Helisys in the 1990’s due to similarities in layering and shaping paper to form the final part. However, that is where any similarity ends.
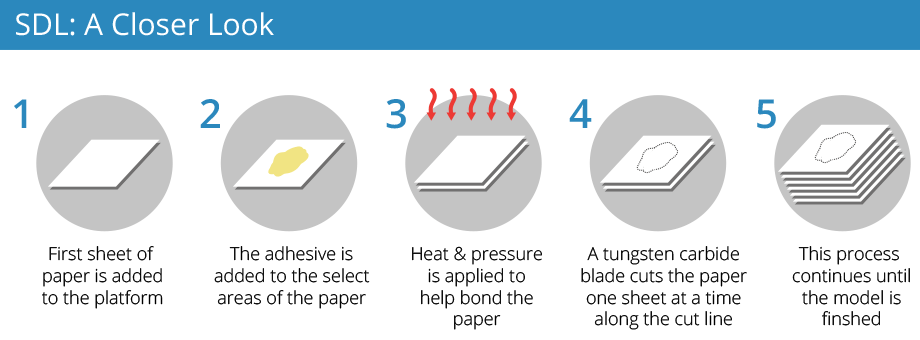
The SDL 3D printing process builds parts layer by layer using standard copier paper. Each new layer is fixed to the previous layer using an adhesive, which is applied selectively according to the 3D data supplied to the machine. This means that a much higher density of adhesive is deposited in the area that will become the part, and a much lower density of adhesive is applied in the surrounding area that will serve as the support, ensuring relatively easy “weeding,” or support removal.
After a new sheet of paper is fed into the 3D printer from the paper feed mechanism and placed on top of the selectively applied adhesive on the previous layer, the build plate is moved up to a heat plate and pressure is applied. This pressure ensures a positive bond between the two sheets of paper. The build plate then returns to the build height where an adjustable Tungsten carbide blade cuts one sheet of paper at a time, tracing the object outline to create the edges of the part. When this cutting sequence is complete, the 3D printer deposits the next layer of adhesive and so on until the part is complete.
SDL is one of the very few 3D printing processes that can produce full colour 3D printed parts, using a CYMK colour palette. And because the parts are standard paper, which require no post-processing, they are wholly safe and eco-friendly. Where the process is not able to compete favourably with other 3D printing processes is in the production of complex geometries and the build size is limited to the size of the feedstock.
EBM
The Electron Beam Melting 3D printing technique is a proprietary process developed by Swedish company Arcam. This metal printing method is very similar to the Direct Metal Laser Sintering (DMLS) process in terms of the formation of parts from metal powder. The key difference is the heat source, which, as the name suggests is an electron beam, rather than a laser, which necessitates that the procedure is carried out under vacuum conditions.
EBM has the capability of creating fully-dense parts in a variety of metal alloys, even to medical grade, and as a result the technique has been particularly successful for a range of production applications in the medical industry, particularly for implants. However, other hi-tech sectors such as aerospace and automotive have also looked to EBM technology for manufacturing fulfillment.
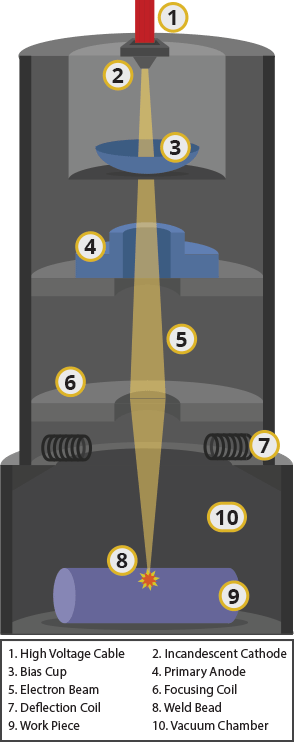
Technology-in-3D-EBM